Outras considerações:
No setor sucroalcooleiro, o cozedor vertical é de longe o mais complexo para se aplicar um sistema de agitação eficiente. Isto porque, estamos falando de um Reator que tem alimentação irregular, que passa por mudanças bruscas de viscosidade em curto período de tempo, que necessita de uma troca de calor eficiente e que possui dependência total da qualidade da matéria prima para apresentar um resultado satisfatório. Felizmente, até mesmo por esta complexidade, tem sido um dos equipamentos mais estudados nos últimos anos pelos mais renomados pesquisadores.
No quesito da agitação, acreditamos que Rackemann (SRI) apresentou o trabalho mais refinado, pois mesmo limitado às tecnologias disponíveis da época, chegou a desenvolver e instalar um anemômetro dentro do vácuo para medir a velocidade do fluído de acordo com ângulo da hélice. Neste caso, foi utilizado uma hélice de pás retas, porém, com recurso disponível para ajustar o ângulo de ataque.
Outro trabalho importante deste autor se deu no levantamento do coeficiente de troca térmica global. Já no processo de cristalização do açúcar, existe um consenso entre a maioria dos pesquisadores sobre a condição de viscosidade mais adequada para a nucleação dos cristais, sendo a mais ideal, a zona intermediária onde o coeficiente de supersaturação encontra-se entre 1,2 e 1,3.
Citamos acima algumas pesquisas que certamente já são de conhecimento publico, mas sem elas ficaria difícil explicar a evolução no desenvolvimento desta tecnologia dentro da i9tech, haja vista que estamos nos valendo de todo estes conhecimentos e ainda acrescentando outras fontes para então chegar a uma solução comprovadamente inovadora. Vamos aos detalhes:
Até há uns poucos anos atrás, muito dos Circuladores até eram projetados com embasamento nos conhecimentos acima apontados, todavia, o estudo cientifico da agitação não era considerado, e, tampouco, alguns periféricos importantes não existiam ou não eram aplicados. Consequentemente, em alguns casos, ainda que alguns resultados se apresentavam positivos, o consumo de potência era demasiadamente elevado, normalmente entre 110 e 150 KW. Um outro grande equívoco que também contribuía para a extrapolação da potência estava na exigência de se agitar (na velocidade nominal dos acionamentos) com grau BRIX acima de 93, o que na prática, devido a condição física do fluído, não era (e continua não sendo) possível aplicar.
As dificuldades citadas acima inviabilizavam a utilização de Circuladores Mecânicos na maioria dos projetos. Por outro lado, serviram de inspiração para a i9tech desenvolver algumas soluções que pudessem atender as necessidades do setor. Atualmente, o nosso portfólio conta com projetos de Circuladores que vão desde o modelo mais simples (porém funcional) ao mais equipado, tendo como ênfase, o aumento da confiabilidade. Contudo, todos eles são preparados para atender as principais solicitações de uso.
Para melhor entendimento das melhorias ocorridas, segue abaixo uma breve explanação:
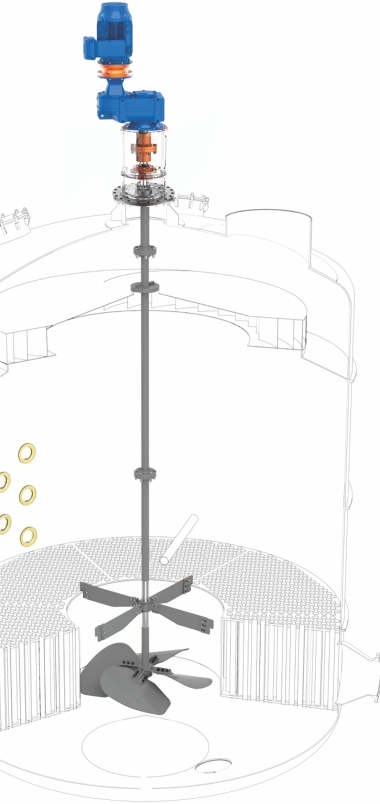
Hélice:
Para garantir uma taxa de renovação adequada ao processo, recomenda-se a utilização de um impelidor com bom design e com predominância no fluxo axial. Além disso, torna-se imprescindível o conhecimento do NP (Número de Potência) e do NQ (coeficiente de vazão) para alcançar uma boa eficiência de agitação com reduzido consumo de energia sem prejuízo do bombeamento. Atualmente, as potencias selecionadas raramente ultrapassam 55 KW.
Material dos componentes de acionamento (hélice, eixos e acoplamentos):
Aço Carbono ou Aço Inoxidável.
Porta-gaxeta:
Em projetos com vedação por gaxeta, o eixo principal recebe uma camisa retificada cuja finalidade está na proteção do eixo principal.
Vedação:
Quando bem projetada e instalada rigorosamente dentro da norma, a vedação por gaxeta costuma apresentar bons resultados. Todavia, o selo mecânico, apesar do investimento inicial ser um pouco mais elevado, o custo e benefício pode ser mais vantajoso.
Mancal de rolamento:
Embora não seja imprescindível, este acessório contribui em muito para a confiabilidade do conjunto, facilidade de instalação e remoção dos acionamentos, troca dos elementos selantes (selo ou gaxeta), segurança dos trabalhadores e longevidade dos redutores. Para este item temos dois modelos, sendo ambos preparados para upgrade a qualquer tempo de gaxeta para selo mecânico:
Modelo Simples: Próprio para vedação por Gaxeta ou por Selo Mecânico tipo Cartucho de Rolamentos. Este sistema requer um investimento inicial menor, porém, em caso de emigração para Selo Mecânico, o desembolso será maior.
Modelo Duplo: Próprio para vedação por Gaxeta ou por Selo Mecânico Simples. Investimento inicial maior, porém com desembolso menor quando da emigração para Selo Mecânico.